
Procédé de fabrication
Le carbure de silicium pour les applications de génie des procédés chimiques est fabriqué par frittage. Les pièces en carbure de silicium sont d'abord formées par extrusion (tubes) ou pressage isostatique à froid (plaques et blocs). Elles sont ensuite usinées (plaques et blocs). Enfin, elles sont frittées sous vide à très haute température. Ce procédé exigeant confère à notre matériau CORROSIC® son universelle résistance à la corrosion, son extrême dureté et ses propriétés mécaniques. GAB Neumann utilise exclusivement des pièces monolithiques en carbure de silicium fritté sans pression d'origine occidentale (États-Unis ou Europe).
Procédé de fabrication des plaques, des blocs et des tubes en carbure de silicium
Le procédé de fabrication du carbure de silicium comprend de nombreuses étapes à savoir la préparation de la poudre, le mélange avec le liant, la mise en forme, l'usinage, le frittage et éventuellement le rodage.
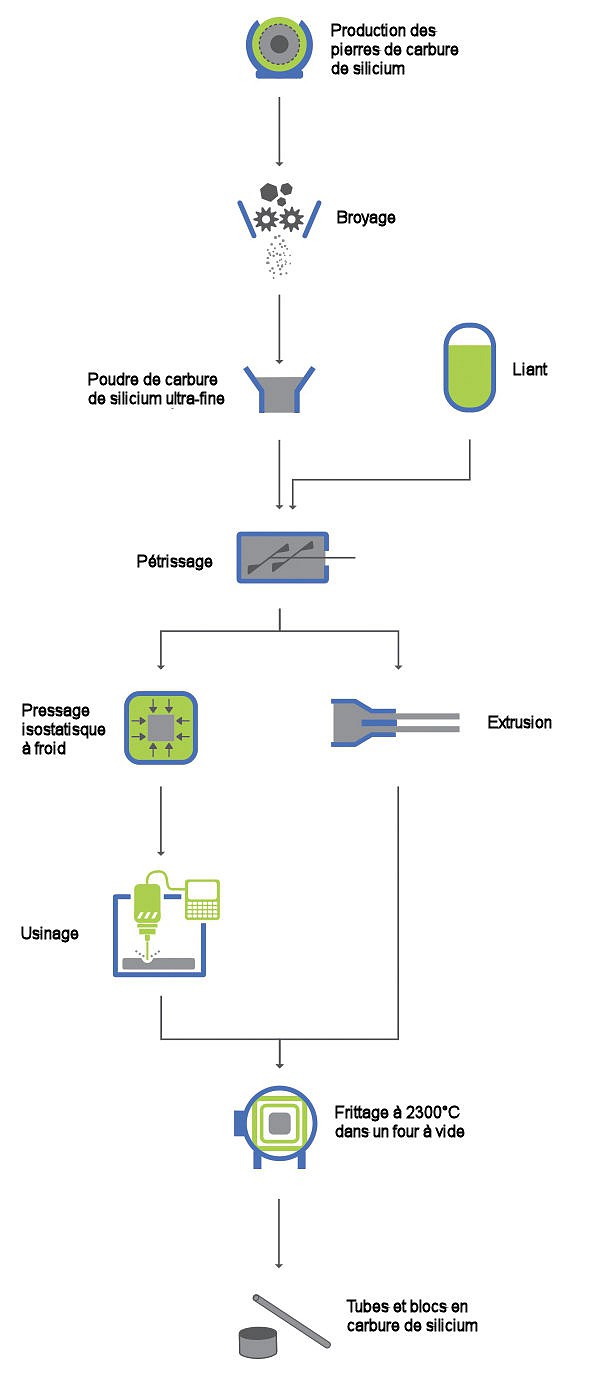
1. Préparation de la poudre
Le carbure de silicium (SiC) est composé de silicium et de carbone avec SiC pour formule chimique. Le procédé de fabrication le plus simple pour produire du carbure de silicium consiste à combiner de la silice et du carbone dans un four Acheson à résistance électrique en graphite à haute température, entre 1600°C et 2500°C. Les fines particules de silicium peuvent être transformées en carbure de silicium (SiC) par chauffage dans un excès de carbone provenant d'une matière organique. La fumée de silice, qui est un sous-produit de la production du silicium-métal et d'alliages de ferrosilicium, peut également être convertie en SiC par chauffage au graphite à 1500°C. Le matériau formé dans le four Acheson varie en pureté. Les "pierres" et les grains de carbure de silicium sont transformés en une poudre fine par broyage et ensuite purifiés par des halogènes.
2. Pétrissage
La poudre à grains fins (sub-microniques) est ensuite mélangée intimement avec des auxiliaires de frittage sans oxyde (un liant) pour former une pâte. Différents liants y compris des liants organosiliciés peuvent être utilisés.
3. Mise en forme
Le mélange pâteux obtenu peut être compacté et façonné soit par extrusion, soit par pressage isostatique à froid.
- L'extrusion consiste à forcer le mélange pâteux à travers une filière. Les tubes en carbure de silicium sont produits par extrusion. Les propriétés dans la direction d'extrusion diffèrent des propriétés dans les directions.
- Le pressage isostatique à froid est une méthode de compactage de poudre réalisée à température ambiante et impliquant l'application d'une pression provenant de plusieurs directions à travers un milieu liquide entourant la partie à compacter. Un moule flexible immergé dans un milieu liquide sous pression est utilisé. Les matériaux à structure anisotrope uniforme sont préparés par un pressage isostatique. Le matériau utilisé pour produire les plaques et les blocs de carbure de silicium est produit par pressage isostatique à froid.
4. Usinage par machine à commande numérique (CNC)
L'usinage par machine à commande numérique (CNC) est utilisé pour usiner la surface des plaques ou percer les trous côtés process et services dans les blocs cylindriques. Compte-tenu de la très faible résistance mécanique du matériau avant frittage, un soin particulier est requis à ce stage. A l'aide d'outils de fixation uniques, les composants sont tournés, fraisés et percés selon des paramètres d'usinage spécifiques.
5. Frittage
Après l'étape de formation, le matériau est fritté dans une atmosphère inerte à des températures allant jusqu'à 2300°C. Pendant le frittage, et plus précisément entre environ 1900°C et 2150°C, les produits rétrécissent isostatiquement d'un facteur d'environ 20%. La hauteur du bloc, le diamètre et le diamètre des trous diminuent d'environ 20%. Le diamètre du tube, l'épaisseur de la paroi et la longueur rétrécissent également.
Structure du carbure de silicium
Le carbure de silicium est le deuxième matériau le plus dur sur terre et est presque impossible à usiner. Il a une conductivité thermique très élevée.
6. Rectification ou rodage
Si nécessaire, les pièces en carbure de silicium fritté peuvent ensuite être rectifiées de manière précise en utilisant une gamme très coûteuse de techniques de rectification ou de rodage au diamant.
7. Contrôles qualité
Les pièces finies en carbure de silicium subissent une série de vérifications dimensionnelles, de tests et d'inspections (détection de fuites, détection de fissures, tests de pression, etc ...). Les propriétés mécaniques sont soigneusement vérifiées et surveillées après chaque lot de production.
GAB Neumann GmbH
Alemannenstrasse 29
79689 Maulburg
Allemagne
GAB Neumann GmbH | Alemannenstrasse 29 | D-79689 Maulburg | Phone +49 (7622) 6751 0 | Fax +49 (7622) 6751 20 | E-Mail info@gab-neumann.de | www.gab-neumann.com